
iALLWAY is fully equipped to deliver comprehensive and dependable circuit protection solutions for your industrial needs through our efficient production of top-notch MCCB products.





With zero minimum order quantity (MOQ) requirement, businesses can call for MCCB production that is tailor-fit to their actual needs, thereby reducing inventory costs and allowing for swift adjustments to production schedules in response to market changes. Furthermore, establishing close collaborative relationships with suppliers enables timely replenishment of raw materials and components, further alleviating inventory pressures.
A stable supply chain also yields cost efficiency. As we ensure a consistent supply of raw materials, long-term agreements and bulk purchasing options become viable, thereby reducing procurement costs. By streamlining production processes and enhancing efficiency, we further reduce manufacturing expenses. These cost efficiencies ultimately translate into competitive pricing opportunities for our products.
Anticipating and resolving issues in advance during pre-production meetings helps mitigate delays and waste of resources during the production process, thus shortening lead times and reducing time-related costs. Additionally, bringing together a diverse team of experts for collaborative problem-solving allows for faster identification of optimal solutions, thereby enhancing production efficiency.
The 6S Management System aids Wowei in cost reduction through cleanliness and regular inspections, leading to a decrease in the number of accidents and equipment failure rates during production, thereby lowering maintenance costs and downtime. Simultaneously, implementing 6S helps reduce product defects and non-conformities, resulting in decreased returns and rework rates. Thus, a reduction in quality and customer complaint costs.
Wowei places a strong emphasis on environmental stewardship and resource conservation by adopting eco-friendly materials, technologies, and processes while simultaneously reducing energy consumption. Our commitment is driven by the goals of minimizing environmental pollution, lowering carbon emissions, and conserving energy. We prioritize not only production efficiency but also the preservation of the environment and the responsible utilization of resources.

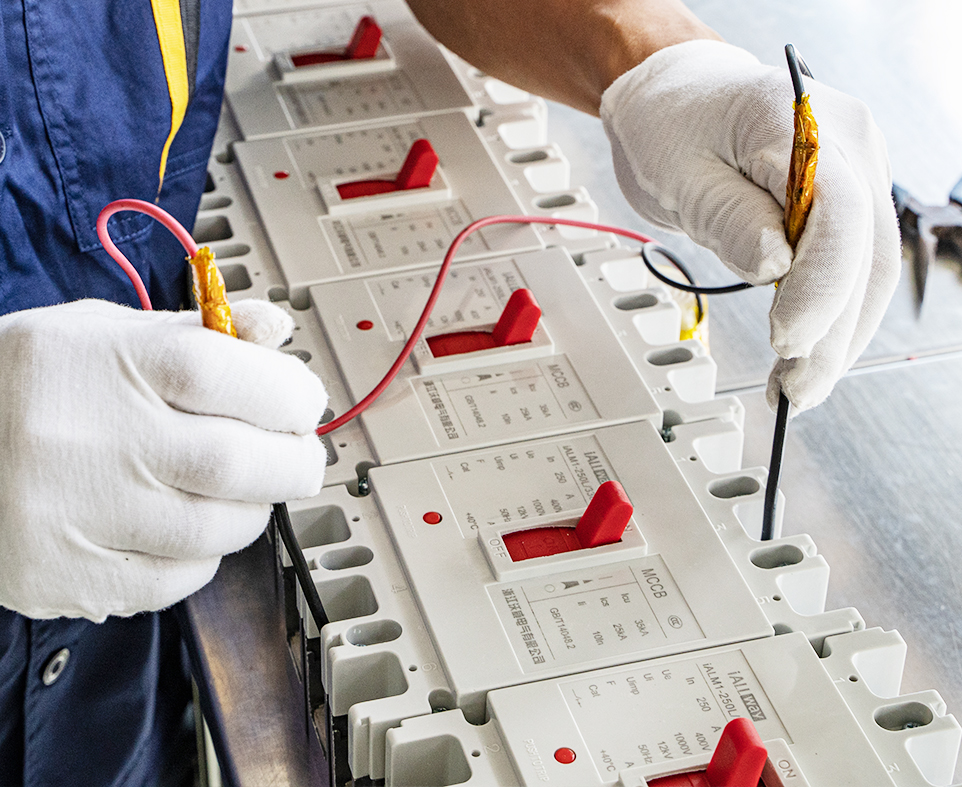
Examine the Molded Case Circuit Breakers for their physical integrity, structural soundness, and the completeness of their accessories.

Conduct tests on the circuit breaker's operating mechanism to ensure it operates flexibly and reliably, with the ability to correctly open and close circuits.

Assess the breaker's electrical parameters to ensure they meet specified requirements, including insulation resistance and contact resistance.
As the leading MCCB manufacturer in China, we have a strong quality management system, ensuring consistent and reliable electrical products from raw materials to finished goods.
Our products meet high standards and have a 12-month shelf life. Additionally, during the warranty period, we take responsibility for repairs, replacements, or refunds for products with defects.
Your trust in us is valued and treated with utmost attention, so our support and service team guarantee nothing but your satisfaction and long-term partnership.
